Post recommended by Eng. Mohamed Fathy, the author of this post and special thanks for his efforts in enrichment our blog
Naphtha
Naphtha is a complex mixture of liquid hydrocarbons, with boiling ranges of about 38 to 205 °C and with vapour pressures of about 0.69 bar.
Crude distillation, catalytic cracking, delayed coking and visbreaking units produce naphtha with low octane number and contains deferent types of contaminants at the same time .
Octane no. Improving
As more demand for high Gasoline Octane no. To match with modern motor.
Chemical structure modification is achieved on an expensive Platinum catalyst at Catalytic reforming and Isomerization unit.
Sulfur, Nitrogen, Oxygen and other impurities in Naphtha work as a poisonous for Pt catalyst activity.
Hydrotreating is used to prepare a clean feedstock to protect catalyst used in naphtha reforming.
History of Naphtha Hydrotreating
1897 : Paul Sabatier, “French chemist” discovered the fixation of hydrogen on hydrocarbon (ethylene, benzene) double bonds using nickel containing catalyst.
1903 : Wilhelm Normann, ”German chemist” applied catalytic hydrogenation to Saturate Organic acids.
1950's : First catalytic reforming process was commercialized. At the same time, the catalytic hydrodesulfurization of the naphtha feed to such reformers was also commercialized.
Currently : All petroleum refineries world-wide have one or more HDS units.
Impurities Removal
Sulfur Removal
Mercaptans:
Sulfides:
Disulfide:
Cyclic sulfide:

Thiophenes:

Benzothiophenes:
Dibenzothiophenes:
Distribution of sulfur compounds in the cuts from distillation of a crude with 1.2%wt sulfur.

Nitrogen Removal
Pyridines:
Quinoline:
Isoquinolines:
Pyrroles:

Indoles:
Carbazoles:

Methylamine:
Oxygen Removal
Phenols:
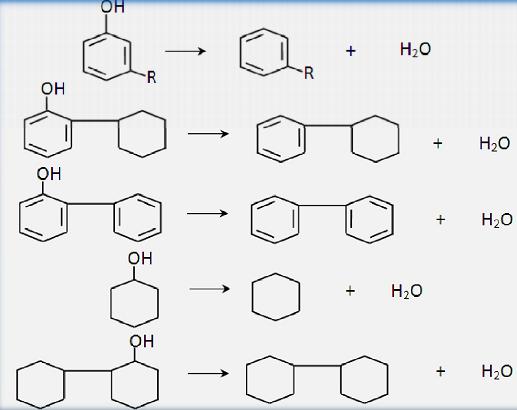
Naphthenic acids:

Metallic Compounds

Unsaturated Products
Linear olefin:

Cyclic olefin:

Aromatics Saturation: the-main unsaturated compounds present in oil, The number of aromatic rings increases with the distillation temperature of the cut.
Halide Removal
Organic halides can be decomposed in the Naphtha Hydrotreating Unit to the corresponding hydrogen halide, which is either absorbed in the reactor effluent water wash or taken overhead in the stripper gas.
Hydrotreating Processes
The Naphtha Hydrotreating Process is :
Catalytic refining process employing a selected catalyst and a hydrogen-rich gas stream .
Decompose organic sulfur, oxygen and nitrogen compounds contained in hydrocarbon fractions.
In addition, hydrotreating removes Organo metallic compounds and saturates olefinic compounds.
Feeds and Products For Hydrotreating Unit

Hydrotreating Process

Naphtha Splitter Unit

Other Naphtha Treating Units
MERCAPTAN OXIDATION “MEROX”.

Low operating cost and investment requirement.
Ease of operation.
Limited Mercaptan treating not less than 5ppm.
Distillate hydrotreating processes incorporated in a refinery flow scheme

Hydrotreating Capacity Worldwide

Process Variables
Temperature
The treating severity increases directly with temperature to decrease the content of sulfur, nitrogen, oxygen, and metallic compoundsin the treated product.
Factors affect selecting treating temperature:
1- Feed Quality Changes.
2- Changes in Feed Rate.
3-Catalyst End-Of-Run.Maximum temperature catalyst can withstand , after this temprature , it will not give the required product quality . catalyst can withstand , after this temprature , it will not give the required product quality .
When operating at too high temperature for maximum sulfur removal. Recombination of hydrogen sulfide with small amounts of olefins can result, producing mercaptans in the product

Reactor Pressure
As the partial pressure of hydrogen increases:
1) Rate of hydrogenation increases, the treating reactions are brought to a greater degree ofreactions are brought to a greater degree of completion.
2) Catalyst is generally effective for a longer time owing to less formation of carbonaceous deposits which deactivate the catalyst activity.
Increasing the hydrogen charge rate:
1) Increases the rates of hydrogenation reactions.
2) Reduce the tendency of coke formation on the2) Reduce the tendency of coke formation on the catalyst. Calculation:
Hydrogen to Hydrocarbon Ratio:
Effect of injecting hydrogen between two catalyst beds

Ratio Space Velocity
The severity of the operation is determined by therelative volumes of fresh feed and catalyst. Operating with low S.V. means low capacity of theunit, which has bad effect on flow distribution of unit, which has bad effect on flow distribution of feed in the catalyst bed with the result of higher rate of cake formation High S.V. will require increased temperature for the same reaction severity with the result of high coke formation.
Calculation:

Reactions Kinetics
Relative reaction rates.
Desulfurization 100
Olefin Saturation 80
Denitrification Relative heats of reaction.
Olefin Saturation 100
Desulfurization 20
Denitrification 2
Catalyst Of Naphtha Hydrotreating


The primary causes of catalyst deactivation are:
1) Rateof carbon deposition on the catalyst.
2) The gradual accumulation of inorganic metal species picked up from the charge stock, ex: arsenic, lead, calcium, sodium, silicon and phosphorus
Catalyst sulfiding
The active phase of hydrotreating catalysts is produced by sulfurizing the oxide form.
Reactions:

Catalyst Regenerating :
Hydrotreating catalysts become deactivated with time mainly because of coke deposition
Regeneration Reaction:
Life time of hydrotreating catalyst.

Hydrotreatingreactors and its internals :

Weight Average Catalytic Bed Temperature (WABT) :











Post a Comment