1.1 Basic Concepts of Corrosion
Modern technology has at its disposal a wide range of constructional materials —metals and alloys, plastics, rubber, ceramics, composites, wood,etc. and the selection of an appropriate material for a given application is
the important responsibility of the design engineer. No general rules govern the choice of a particular material for a specific purpose, and a logical decision involves a consideration of the relevant properties, ease of fabrication, availability, relative costs, etc. of a variety of materials; frequently the ultimate decision is determined by economics rather than by properties, and
ideally the material selected should be the cheapest possible that has adequate properties to fulfil the specific function.
Where metals are involved, mechanical, physical and chemical propertiesmust be considered, and in this connection it should be observed that whereas mechanical and physical properties can be expressed in terms of constants, the chemical properties of a given metal are dependent entirely on the precise environmental conditions prevailing during service. The relative
importance of mechanical, physical and chemical properties will depend in any given case on the application of the metal. For example, for railway lines elasticity, tensile strength, hardness and abrasion resistance will be of major importance, whereas electrical conductivity will be of primary significance in electrical transmission. In the case of heat-exchanger tubes, good
thermal conductivity is necessary, but this may be outweighed in certain environments by chemical properties in relation to the aggressiveness of the two fluids involved —thus although the thermal conductivity of copper is superior to that of aluminium brass or the cupronickels, the alloys are preferred when high velocity sea water is used as the coolant, since copper has
very poor chemical properties under these conditions.
While a metal or alloy may be selected largely on the basis of its mechanical or physical properties, the fact remains that there are very few applications where the effect of the interaction of a metal with its environment can be completely ignored, although the importance of this interaction will be of varying significance according to circumstances; for example, the slow
uniform wastage of steel of massive cross section (such as railway lines or sleepers) is of far less importance than the rapid perforation of a buried steel pipe or the sudden failure of a vital stressed steel component in sodium hydroxide solution.
The effect of the metal/environment interaction on the environment itself is frequently more important than the actual deterioration of the metal (see Section 2.7). For instance, lead pipes cannot be used for conveying plumb solvent waters, since a level of lead > 0.1 p.p.m. is toxic; similarly, galvanised steel may not be used for certain foodstuffs owing to the toxicity ofzinc salts (see Section 2.8). In many chemical processes selection of a particular metal may be determined by the need to avoid contamination of the environment by traces of metallic impurities that would affect colour or taste of products or catalyse undesirable reactions; thus copper and copper alloys cannot be used in soap manufacture, since traces of copper ions result in coloration and rancidification of the soap. In these circumstances it will be
essential to use unreactive and relatively expensive metals, even though the environment would not result in the rapid deterioration of cheaper metals such as mild steel. A further possibility is that contamination of the environment by metals' ions due to the corrosion of one metal can result in the enhanced corrosion of another when the two are in contact with the same
environment. Thus the slow uniform corrosion of copper by a cuprosolvent domestic water may not be particularly deleterious to copper plumbing, but it can result in the rapid pitting and consequent perforation of galvanised steel and aluminium that subsequently comes into contact with the coppercontaining water (Sections 4.1, 4.2 and 4.7).
Finally, it is necessary to point out that for a number of applications metals are selected in preference to other materials because of their visual appearance, and for this reason it is essential that brightness and reflectivity are retained during exposure to the atmosphere; stainless steel is now widely used for architectural purposes, and for outdoor exposure the surface must remain bright and rust-free without periodic cleaning (Section 3.3). On the
other hand, the slow-weathering steels, which react with the constituents of the atmosphere to form an adherent uniform coating of rust, are now being used for cladding buildings (Section 3.2), in spite of the fact that a rusty surface is usually regarded as aesthetically unpleasant.
The interaction of a metal or alloy (or a non-metallic material) with its environment is clearly of vital importance in the performance of materials of construction, and the fact that the present work is largely confined to a detailed consideration of such interactions could create the impression that this was the sole factor of importance in materials selection. This, of course,
is not the case although it is probably true to say that this factor is the one that is the most neglected by the design engineer.
Definitions of Corrosion
In the case of non-metallic materials, the term corrosion invariably refers to their-deterioration from chemical causes, but -a similar concept is not necessarily applicable to metals. Many authorities1 consider that the term metallic corrosion embraces all interactions of a metal or alloy (solid or liquid) with its environment, irrespective of whether this is deliberate and
beneficial or adventitious and deleterious. Thus this definition of corrosion, which for convenience will be referred to as the transformation definition, will include, for example, the deliberate anodic dissolution of zinc in cathodic protection and electroplating as well as the spontaneous gradual wastage of zinc roofing sheet resulting from atmospheric exposure.
On the other hand, corrosion has been defined2 as 'the undesirable deterioration' of a metal or alloy, i.e. an interaction of the metal with its environment that adversely affects those properties of the metal that are to be preserved. This definition—which will be referred to as the deterioration definition—is also applicable to non-metallic materials such as glass, concrete,
etc. and embodies the concept that corrosion is always deleterious.
However, the restriction of the definition to undesirable chemical reactions of a metal results in anomalies which will become apparent from a consideration of the following examples.
Steel, when exposed to an industrial atmosphere, reacts to form the reaction product rust, of approximate composition Fe2O3-H2O, which being loosely adherent does not form a protective barrier that isolates the metal from the environment; the reaction thus proceeds at an approximately linear rate until the metal is completely consumed. Copper, on the other hand
forms an adherent green patina, corresponding approximately with bronchantite, CuSO4-BCu(OH)2, which is protective and isolates the metal from the atmosphere. Copper roofs installed 200 years ago are still performing satisfactorily, and it is apparent that the formation of bronchantite is not deleterious to the function of copper as roofing material —indeed, in
this particular application it is considered to enhance the appearance of the roof, although a similar patina formed on copper water pipes would be aesthetically objectionable.
The rapid dissolution of a vessel constructed of titanium in hot 40% H2SO4 with the formation of Ti4+ aquo cations conforms with both definitions of corrosion, but if the potential of the metal is raised (anodic protection) a thin adherent protective film of anatase, TiO2, is formed, which
isolates the metal from the acid so that the rate of corrosion is enormously decreased. The formation of this very thin oxide film on titanium, like that of the relatively thick bronchantite film on copper, clearly conforms with the transformation definition of corrosion, but not with the deterioration definition, since in these examples the rate and extent of the reaction is not
significantly detrimental to the metal concerned. Again, magnesium, zinc or aluminium is deliberately sacrificed when these metals are used for the cathodic protection of steel structures, but as these metals are clearly not required to be maintained as such, their consumption in this particular application cannot, according to the deterioration, be regarded as corrosion.
Furthermore, corrosion reactions are used to advantage in technological processes such as pickling, etching, chemical and electrochemical polishing and machining, etc. The examples already discussed lead to the conclusion that any reaction of a metal with its environment must be regarded as a corrosion process irrespective of the extent of the reaction or of the rates of the initial and subsequent stages of the reaction. It is not illogical, therefore, to regard
passivity, in which the reaction product forms a very thin protective film that controls rate of the reaction at an acceptable level, as a limiting case of a corrosion reaction. Thus both the rapid dissolution of active titanium in 40% H2SO4 and the slow dissolution of passive titanium in that acid must be regarded as corrosion processes, even though the latter will not be detrimental to the metal during the anticipated life of the vessel.
It follows that in deciding whether the corrosion reaction is detrimental to a metal in a given application, the precise form of attack on the metal (general, intergranular, etc.), the nature of the reaction products (protective or non-protective), the velocity and extent of the reaction and the location of the corrosion reaction must all be taken into account. In addition, due
consideration must be given to the effect of the corrosion reaction on the environment itself. Thus corrosion reactions are not always detrimental, and our ability to use highly reactive metals such as aluminium, titanium, etc. in aggressive environments is due to a limited initial corrosion reaction, which results in the formation of a rate-controlling corrosion product. Expressions
such as 'preventing corrosion', 'combating corrosion' or even 'fighting corrosion' are misleading; with the majority of metals corrosion cannot be avoided and 'corrosion control' rather than 'prevention' is the desired goal.
The implication of 'control' in this context is that (a) neither the form, nor the extent, nor the rate of the corrosion reaction must be detrimental to the metal used as a constructional material for a specific purpose, and (b) for certain applications the corrosion reaction must not result in contamination of the environment. The scope of corrosion control is considered in more
detail in the Introduction to Volume 2, but it is relevant to mention here that it must involve a consideration of materials, availability, fabrication, protective methods and economics in relation to the specific function of the metal and its anticipated life. At one extreme corrosion control in certain environments may be effected by the use of thick sections of mild steel
without any protective system, at the other the environmental conditions prevailing may necessitate the use of platinum.
The scope of the term 'corrosion' is continually being extended, and Fontana and Staehle have stated3 that 'corrosion will include the reaction of metals, glasses, ionic solids, polymeric solids and composites with environments that embrace liquid metals, gases, non-aqueous electrolytes and other non-aqueous solutions'.
Vermilyea, who has defined corrosion as a process in which atoms or molecules are removed one at a time, considers that evaporation of a metal into vacuum should come within the scope of the term, since atomically it is similar to other corrosion processes4.
Evans5 considers that corrosion may be regarded as a branch of chemical thermodynamics or kinetics, as the outcome of electron affinities of metals and non-metals, as short-circuited electrochemical cells, or as the demolition of the crystal structure of a metal.
These considerations lead to the conclusion that there is probably a need for two definitions of corrosion, which depend upon the approach adopted:
1. Definition of corrosion in the context of Corrosion Science: the reaction of a solid with its environment.
2. Definition of corrosion in the context of Corrosion Engineering: the reaction of an engineering constructional metal (material) with its environment with a consequent deterioration in properties of the metal (material).
Methods of Approach to Corrosion Phenomena
The effective use of metals as materials of construction must be based on an understanding of their physical, mechanical and chemical properties. These last, as pointed out earlier, cannot be divorced from the environmental conditions prevailing. Any fundamental approach to the phenomena of corrosion must therefore involve consideration of the structural features of the
metal, the nature of the environment and the reactions that occur at the metal/environment interface. The more important factors involved may be summarised as follows:
1. Metal—composition, detailed atomic structure, microscopic and macroscopic heterogeneities, stress (tensile, compressive, cyclic), etc.
2. Environment—chemical nature, concentrations of reactive species and deleterious impurities, pressure, temperature, velocity, impingement, etc.
3. Metal/environment interface—kinetics of metal oxidation and dissolution, kinetics of reduction of species in solution; nature and location of corrosion products; film growth and film dissolution, etc. From these considerations it is evident that the detailed mechanism of
metallic corrosion is highly complex and that an understanding of the various phenomena will involve many branches of the pure and applied sciences, e.g. metal physics, physical metallurgy, the various branches of chemistry, bacteriology, etc. although the emphasis may vary with the particular system under consideration. Thus in stress-corrosion cracking (see
Section 8.1) emphasis may be placed on the detailed metallurgical structure in relation to crack propagation resulting from the conjoint action of corrosion at localised areas and mechanical tearing, while in underground corrosion the emphasis may be on the mechanism of bacterial action in relation to the kinetics of the overall corrosion reaction (see Section 2.6).
Although the mechanism of corrosion is highly complex the actual control of the majority of corrosion reactions can be effected by the application of relatively simple concepts. Indeed, the Committee on Corrosion and Protection6 concluded that 'better dissemination of existing knowledge' was the most important single factor that would be instrumental in decreasing the
enormous cost of corrosion in the U.K.
Corrosion as a Chemical Reaction at a Metal/Environment Interface
As a first approach to the principles which govern the behaviour of metals in specific environments it is preferable for simplicity to disregard the detailed structure of the metal and to consider corrosion as a heterogeneous chemical reaction which occurs at a metal/non-metal interface and which involves the metal itself as one of the reactants (cf. catalysis). Corrosion can
be expressed, therefore, by the simple chemical reaction:
aA + bB = cC + dD . . .(1.1)
where A is the metal and B the non-metal reactant (or reactants) and C and D the products of the reaction. The non-metallic reactants are frequently referred to as the environment although it should be observed that in a complex environment the major constituents may play a very subsidiary role in the reaction. Thus in the 'atmospheric' corrosion of steel, although nitrogen
constitutes approximately 15% of the atmosphere, its effect, compared with that of moisture, oxygen, sulphur dioxide, solid particles, etc. can be disregarded (in the high-temperature reaction of titanium with the atmosphere, on the other hand, nitrogen is a significant factor).
One of the reaction products (say, C) will be an oxidised form of the metal, and D will be a reduced form of the non-metal — C is usually referred to as the corrosion product, although the term could apply equally to D.
In its simplest form, reaction 1.1 becomes
aA + bB = cC ...(1.2)
4Fe + 3O2 = 2Fe2O3
where the reaction product can be regarded either as an oxidised form of the metal or as the reduced form of the non-metal. Reactions of this type which do not involve water or aqueous solutions are referred to as 'dry' corrosion reactions. The corresponding reaction in aqueous solution is referred to as a 'wet' corrosion reaction, and the overall reaction (which actually occurs by a series of intermediate steps) can be expressed as
4Fe + 2H2O + 3O2 = 2Fe2O3 -H2O . . .(1.3)
Thus in all corrosion reactions one (or more) of the reaction products will be an oxidised form of the metal, aquo cations (e.g. Fe2+ (aq.), Fe3+ (aq.)), aquo anions (e.g. HFeO2n(aq.), FeOj"(aq.)), or solid compounds (e.g. Fe(OH)2, Fe3O4, Fe3O4-H2O, Fe2O3-H2O), while the other reaction product (or products) will be the reduced form of the non-metal. Corrosion may
be regarded, therefore, as a heterogeneous redox reaction at a metal/nonmetal interface in -which the metal is oxidised and the non-metal is reduced. In the interaction of a metal with a specific non-metal (or non-metals) under specific environmental conditions, the chemical nature of the non-metal, the chemical and physical properties of the reaction products, and the environmental conditions (temperature, pressure, velocity, viscosity, etc.) will clearly be important in determining the form, extent and rate of the reaction.
Environment
Environments are considered in detail in Chapter 2, but some examples of the behaviour of normally reactive and non-reactive metals in simple chemical solutions will be considered here to illustrate the fact that corrosion is dependent on the nature of the environment; the thermodynamics of the systems and the kinetic factors involved are considered in Sections 1.4 and 1.9.
Gold is stable in most strong reducing acids, whereas iron corrodes rapidly, yet finely divided gold can be quickly dissolved in oxygenated cyanide solutions which may be contained in steel tanks. A mixture of caustic soda and sodium nitrate can be fused in an iron or nickel crucible,
whereas this melt would have a disastrous effect on a platinum crucible. Copper is relatively resistant to dilute sulphuric acid but will corrode if oxygen or oxidising agents are present in the acid, whereas austenitic stainless steels are stable in this acid only if oxygen or other oxidising agents are present. Iron will corrode rapidly in oxygenated water but extremely slowly if all oxygen is removed; if, however, oxygen is brought rapidly and simultaneously to all parts of the metal surface the rate will become very slow, owing to the formation of a protective oxide film. Lead will dissolve rapidly in nitric acid, more slowly in hydrochloric acid, and very slowly in sulphuric acid. These examples show that the corrosion behaviour of a metal cannot be divorced from the specific environmental conditions prevailing, which determine the rate, extent (after a given period of time) and form of the corrosion process.
Metal
Heterogeneities associated with a metal have been classified in Table 1.1 as atomic (see Fig. 1.1), microscopic (visible under an optical microscope), and macroscopic, and their effects are considered in various sections of the present work. It is relevant to observe, however, that the detailed mechanism of all aspects of corrosion, e.g. the passage of a metallic cation from the
lattice to the solution, specific effects of ions and species in solution in accelerating or inhibiting corrosion or causing stress-corrosion cracking, etc. must involve a consideration of the detailed atomic structure of the metal or alloy.

The corrosion behaviour of different constituents of an alloy is well known, since the etching techniques used in metallography are essentially corrosion processes which take advantage of the different corrosion rates of phases as a means of identification, e.g. the grain boundaries are usually etched more rapidly than the rest of the grain owing to the greater reactivity
of the disarrayed metal (see Sections 1.3 and 20.4)



Macroscopic heterogeneities, e.g. crevices, discontinuities in surface films, bimetallic contacts etc. will have a pronounced effect on the location and the kinetics of the corrosion reaction and are considered in various sections throughout this work. Practical environments are shown schematically in Fig. 1.3, which also serves to emphasise the relationship between the detailed
structure of the metal, the environment, and external factors such as stress, fatigue, velocity, impingement, etc.
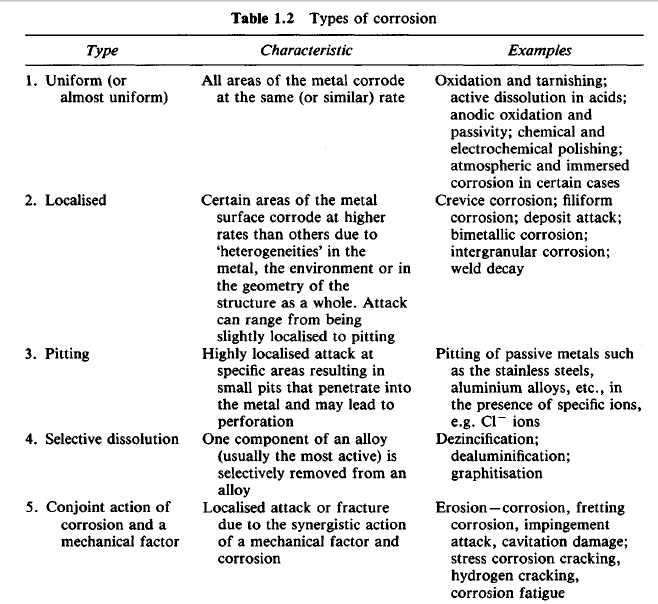
Types of Corrosion
Corrosion can affect the metal in a variety of ways which depend on its nature and the precise environmental conditions prevailing, and a broad classification of the various forms of corrosion in which five major types have been identified, is presented in Table 1.2. Thus an 18Cr-SNi stainless steel will corrode uniformly during polishing, active dissolution or passivation,
but will corrode locally during intergranular attack, crevice corrosion or pitting; in certain circumstances selective attack along an 'active path' in conjunction with a tensile stress may lead to a transgranular fracture. Types of corrosion are dealt with in more detail in Appendix 1.1 A.
Ideally, the metal selected, or the protective system applied to the metal, should be such that no corrosion occurs at all, but this is seldom technologically or economically feasible. It is necessary, therefore, to tolerate a rate and a form of corrosion that will not be significantly detrimental to the properties of the metal during its anticipated life. Thus, providing the corrosion
rate is known, the slow uniform corrosion of a metal can frequently be allowed for in the design of the structure; for example, in the case of a metal that shows an active/passive transition the rate of corrosion in the passive region is usually acceptable whereas the rate in the active region is not. It follows that certain forms of corrosion can be tolerated and that corrosion control is possible, providing that the rate and form of the corrosion reaction are predictable and can be allowed for in the design of the structure.
Pitting is regarded as one of the most insidious forms of corrosion, since it frequently leads to perforation and to a consequent corrosion failure. In other cases pitting may result in loss of appearance, which is of major importance when the metal concerned is used for decorative architectural purposes. However, aluminium saucepans that have been in service for some
time are invariably pitted, although the pits seldom penetrate the metal, i.e. the saucepan remains functional and the pitted appearance is of no significance in that particular application.
These considerations lead to the conclusion that the relationship between corrosion and deterioration of properties of a metal is highly complex, and involves a consideration of a variety of factors such as the rate and form of corrosion and the specific function of the metal concerned; certain forms of corrosion such as uniform attack can be tolerated, whereas others such as pitting and stress corrosion cracking that ultimately lead to complete loss of function, cannot. The implications of the terms predictable and unpredictable used in the context of corrosion require further consideration, since they are clearly dependent on the knowledge and expertise of the engineer, designer or corrosion designer who takes the decision on the metal or alloy to be used, or the procedure to be adopted, to control corrosion in a specific environmental situation. On this basis a corrosion failure (i.e. failure of the function of the metal due to corrosion within a period that is significantly less than the anticipated life of the structure) may be the result of one or more of the following possibilities:
1. Predictable, (a) The knowledge and technology are available but have not been utilised by the designer; this category includes a wide variety of design features such as the wrong choice of materials, introduction of crevices and bimetallic contacts etc., and is the most frequent cause of corrosion failures, (b) The knowledge and technology are available, but have not been applied for economic reasons; e.g. inadequate pretreatment of steel prior to painting and the use of unprotected mild steel for silencers and exhaust systems of cars.
2. Unpredictable, (a) The design has been based on specific environmental conditions, which have subsequently changed during the operation of the process; in this connection it should be noted that small changes in the chemical nature of the environment, temperature, pressure and velocity may lead to significant changes in the corrosion rate and form: the catastrophic oxidation and failure of steel bolts in nuclear reactors in the U.K. resulting from an increase in the temperature of the carbon dioxide is an example of an unpredictable failure due to a change in environmental conditions.
(b) There is insufficient knowledge and experience of the metal, alloy or the environment to predict with certainty that failure will not occur; examples could be quoted of new alloys that have been subjected to an extensive series of carefully planned corrosion tests, but have failed in service.
Professor M. Fontana8 has made the statement that "Virtually all premature corrosion failures these days occur for reasons which were already well known and these failures can be prevented". It is apparent from this statement, and from the conclusions reached by the Committee on Corrosion and Protection, that category 1 is responsible for the majority of incidents of corrosion failure that could have been avoided if those responsible were better informed on the hazards of corrosion and on the methods that should have been used to control it.
Principles of Corrosion It has been stated that metallic corrosion is an art rather than a science and that, at present, insufficient knowledge is available to predict with any certainty how a particular metal or alloy will behave in a specific environment4. It should be appreciated that the decision to use a particular metal or alloy in preference to others in a given environment or to employ a particular protective system is based usually on previous experience and empirical testing (see Chapter 19) rather than on the application of scientific knowledge—the technology of corrosion is without doubt in advance of corrosion science and many of the phenomena of corrosion are not fully understood. Thus the phenomena of passivity which was first observed by Faraday in 1836 is still a subject of controversy, the specific effect of certain anions in causing stress-corrosion cracking of certain alloy systems is not fully understood, and dezincification of brasses can be prevented by additions of arsenic (or other elements such as antimony or phosphorus) but no adequate theory has been submitted to explain the action of these elements (see Section 4.2).
An understanding of the basic principles of the science of metallic corrosion is clearly vital for corrosion control, and as knowledge of the subject advances the application of scientific principle rather than an empirical approach may be used for such purposes as the selection of corrosion inhibitors, formulation of corrosion-resisting alloys, etc.
Terminology
The classification given in Table 1.2 is based on the various forms that corrosion may take, but the terminology used in describing corrosion phenomena frequently places emphasis on the environment or cause of attack rather than the form of attack. Thus the broad classification of corrosion reactions into 'wet' or 'dry' is now generally accepted, and the nature of the process is frequently made more specific by the use of an adjective that indicates type or environment, e.g. concentration —cell corro- sion, crevice corrosion, bimetallic corrosion and atmospheric corrosion,

high-temperature corrosion, sea-water corrosion, etc. Alternatively, the phenomenon is described in terms of the corrosion product itself— tarnishing, rusting, green rot. The terminology used in corrosion is given in
Table 1.3 and is considered in more detail in Appendix 1.1 A.
L. L. SHREIR
REFERENCES
1. Hoar, T. P., /. Appl. Chem., 11, 121 (1961); Vernon, W. H. J., The Conservation of
Natural Resources, Instn. of Civil Engrs., London, 105 (1957); Potter, E. C., Electro-
chemistry, Cleaver-Hume, London, 231 (1956)
2. Uhlig, H. H. (Ed.), The Corrosion Handbook, Wiley, New York and Chapman and Hall,
London (1948); Uhlig, H. H., Corrosion and Corrosion Control, Wiley, New York (1971);
Fontana, M. G. and Greene, N. D., Corrosion Engineering, McGraw-Hill (1967)
3. Fontana, M. G. and Staehle, R. W., Advances in Corrosion Science and Technology,
Plenum Press, New York (1990)
4. Vermilyea, D. A., Proc. 1st International Congress on Metallic Corrosion, London, 1961,
Butterworths, London, 62 (1962)
5. Evans, U. R., The Corrosion and Oxidation of Metals, Arnold, London, 12 (1960)
6. Report of the Committee on Corrosion and Protection, Department of Trade and Industry,
H.M.S.O. (1971)
7. Ehrlich, G. and Turnbull, D., Physical Metallurgy of Stress Corrosion Fracture, Inter-
science, New York and London, 47 (1959)
8. Fontana, M. G., Corrosion, 27, 129 (1971)
1.1A Appendix—Classification ofCorrosion Processes Existing Classifications
A logical and scientific classification of corrosion processes, although desirable, is by no means simple, owing to the enormous variety of corrosive environments and the diversity of corrosion reactions, but the broad classi- fication of corrosion reactions into 'wet' or 'dry' is now generally accepted, and the terms are in common use. The term 'wet' includes all reactions in which an aqueous solution is involved in the reaction mechanism; implicit in the term 'dry' is the absence of water or an aqueous solution.
These terms are evidently ambiguous; for example, it is not always clear whether 'wet' is confined to aqueous solutions —the 'wetting' of solids by mercury indicates that liquid-metal corrosion should be classified as 'wet'.
Even if the term is restricted to aqueous solutions, the difficulty arises that the mechanism of growth of magnetite scale during the reaction of the interior of a boiler drum with dilute caustic soda at high temperatures and pressures is best interpreted in terms of a 'dry' corrosion process. Similar considerations apply to the reactions of aluminium and zirconium with high- temperature water. Considering oxidation as a typical 'dry' reaction it follows from Fig. 1 .Ala that at the interfaces:


'Dry' Corrosion
These are generally metal/gas or metal/vapour reactions involving non-metals such as oxygen, halogens, hydrogen sulphide, sulphur vapour, etc. and oxidation, scaling and tarnishing are the more important forms. A characteristic of these reactions is that the initial oxidation of the metal, reduction of the non-metal, and formation of compound must occur at one and the same place at the metal/non-metal interface. Should the compound be volatile or discontinuous, further interaction at the interface (or through a thin film of constant thickness) is possible and in most cases the reaction rate will tend to remain constant with time (linear law). If the film is continuous it will present a barrier to the reactants and further interaction will necessitate passage of the reactants through the film by (a) diffusion of the non-metal or (a) diffusion and migration of ions of the reactants. The detailed mechanisms of these reactions are considered in Sections 1.8-1.10, but it is appropriate to observe that the formation of a continuous film of reactant product at a metal/non-metal interface will result in a growth rate which, when the film becomes sufficiently thick to be rate determining, decreases as the film thickens, i.e. parabolic, logarithmic, asymptotic, cubic, etc.
'Wet' Corrosion
In Vet' corrosion the oxidation of the metal and reduction of a species in solution (electron acceptor or oxidising agent) occur at different areas on the metal surface with consequent electron transfer through the metal from the anode (metal oxidised) to the cathode (electron acceptor reduced); the thermodynamically stable phases formed at the metal/solution interface may be solid compounds or hydrated ions (cations or anions) which may be transported away from the interface by processes such as migration, diffusion and convection (natural or forced). Under these circumstanceslhe reactants will not be separated by a barrier and the rate law will tend to be linear.
Subsequent reaction with the solution may result in the formation of a stable solid phase, but as this will form away from the interface\jt will not be protective—the thermodynamically stable oxide can affect the kinetics of the reaction only if it forms a film or precipitates on the metal surface (see Sec- tions 1.4 and 1.5).
Further points which distinguish 'wet' from 'dry' corrosion are:
1. In 'wet' corrosion the metal ions are hydrated—the hydration energy of most metal ions is very large and thus facilitates ionisation (see Section1.9).
2. In 'wet' corrosion ionisation of oxygen to hydroxyl must involve the hydronium ion or water.
3. In 'dry' corrosion the direct ionisation of oxygen occurs.
Corrosion in Organic Solvents
Corrosion reactions in aggressive organic solvents are becoming a more frequent occurrence owing to developments in the chemical and petrochemical industries, and these reactions can lead to the deterioration of the metal and to undesirable changes in the solvent. This aspect of corrosion has recently been the subject of an extensive review by Heitz who has considered the mechanisms of the reactions, the similarities between corrosion in organic solvents and in aqueous solutions, the methods of study and the occurrence of the phenomenon in industrial processes.

Figure 1. A2 shows the weight loss against time curve for nickel in various solvents containing 0-05 wt.% H2SO4 at various temperatures, and illustrates the unpredictable nature of corrosion in organic solvents. Thus the corrosion rates in ethanol are far greater than those in the aqueous acid whereas in acetone the rate is practically zero; even more surprising is the fact that in acetic acid the addition of 0-05% H2SO4 actually decreases the corrosion rate.
Heitz classifies corrosion reactions in organic solvents into:
1. Electrochemical reactions, which follow a similar mechanism to those in aqueous solution.
2. Chemical reactions, which involve direct charge transfer between the metal atom in the lattice of the metal and the oxidising species. In the case of electrochemical reactions the partial anodic reaction results in the formation of a solvated metal cation M+soiv. a charged or uncharged metal complex MXz or a solid compound MX- , where Xis a halogen ion, Z organic acid anion, etc.
The cathodic partial reactions are as follows:
(a) Reduction of a solvated proton to H2 gas

Heitz quotes a number of case stydies of corrosion of metals in organic solvents and concludes that the phenomenology indicates no specific differences from that experienced in aqueous corrosion. Thus general corrosion, pitting, crevice corrosion, intergranular corrosion, erosion-corrosion cracking, hydrogen embrittlement, etc. can all occur in organic solvents.The methods of control also follow that used for corrosion in aqueous solutions, although there are certain differences. Thus cathodic and anodic protection are seriously limited by the resistivity of the solvent, and paint coatings deteriorate rapidly in contact with the solvent.
Suggested Classification and Nomenclature
On a basis of the preceding discussion, the classification and nomenclature outlined in Table 1 .Al is suggested as a possible alternative to the accepted classification of corrosion reactions into Vet' and 'dry'.

It is considered that the main types of corrosion reactions can be classified as follows:
1. Film-free chemical interaction in which there is direct chemical reaction of a metal with its environment. The metal remains film-free and there is no transport of charge.
2. Electrochemical reactions which involve transfer of charge across an interface. These electrochemical reactions can be further subdivided into:
(a) Inseparable anode/cathode type (insep. A/C). The anodes and cathodes cannot be distinguished by experimental methods although their presence is postulated by theory, i.e. the uniform dissolution of metals in acid*, alkaline or neutral aqueous solutions, in non-aqueous solution, or in fused salts.
(b) Separable anode/cathode type (sep. A/C). Certain areas of the metal can be distinguished experimentally as predominantly anodic or cathodic, although the distances of separation of these areas may be as small as fractions of a millimetre. In these reactions there will be a macroscopic flow of charge through the metal.
(c) Inter facial anode/cathode type (inter facial A/'C). One entire interface will be the anode and the other will be the cathode. Thus in Fig. 1 .Ala the metal/metal oxide interface might be regarded as the anode and the metal/oxygen interface as the cathode. It is apparent that, in general, 2(a) and 2(b) include corrosion reactions
which are normally classified as Vet', while 2(c) includes those which are normally classified as 'dry'.
The terminology suggested can be illustrated by reference to the corrosion behaviour of iron:
1. Reaction of iron with oxygen at room temperature or with oxygen or water at high temperatures —inter facial A/C type.
2. Reaction of iron with oxygenated water or with reducing acids — inseparable A/C type.
3. Reaction of iron containing a discontinuous magnetite scale with oxygenated water, crevice corrosion, water-line attack, 'long-line' corrosion of buried iron pipes, etc. —separable A/C type.Although it is realised that this classification and terminology has certain imitations, it represents a preliminary attempt to provide a more rational classification of corrosion processes than that based on 'wet' and 'dry'.
Acknowledgement
Grateful thanks are due to Dr. W. B. Jepson, Dr. M. Pryor and Mr. J. N.
Wanklyn for helpful discussions during the preparation of this Appendix.
L. L. SHREIR











Post a Comment